想要更直观地感受<重庆> 本地 钢锭【冷拔异型钢管】厂家直接面向客户产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:重庆<重庆> 本地 钢锭【冷拔异型钢管】厂家直接面向客户的图文介绍


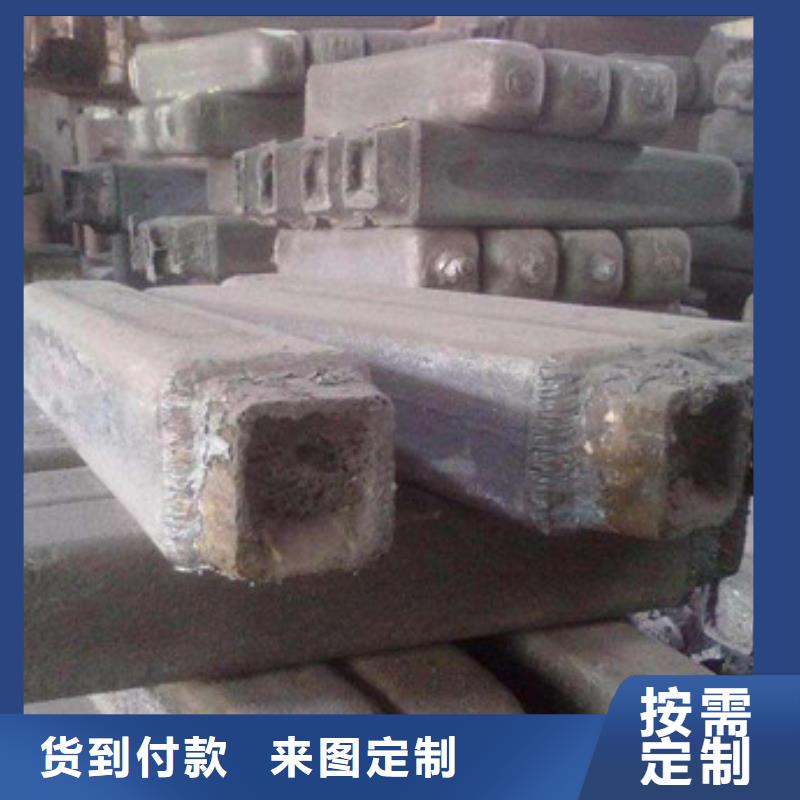
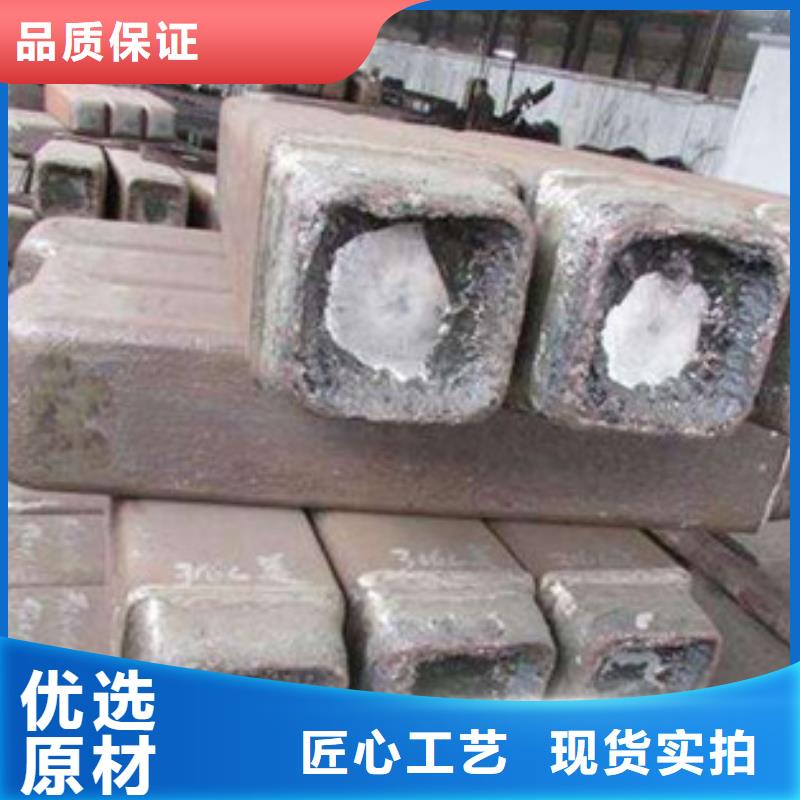
钢水经盛钢包注入铸模凝固形成钢锭。钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工。用铸模铸成钢锭的工艺过程简称为铸锭。
钢锭至今仍是轧钢生产的主要原料。钢锭质量的优劣、锭型的状况以及其重量大小对轧钢生产有着十分重要的作用。在轧钢生产中除各类初轧机可选用钢锭作原料外,一些特殊用途轧机、部分中厚板轧机也用钢锭为原料,我国不少地方中小企业的开坯机成品轧机也选用小钢锭作原料。钢锭选择的内容主要是正确地选择钢锭种类、它的重量以及断面形状和尺寸大小。、钢锭浇铸分上铸法(如概述图)和下铸法(如右图)两种。上铸钢锭一般内
部结构较好,夹杂物较少,操作费用较低;下铸钢锭表面质量良好,但由于通过中注管和汤道使钢中夹杂物增多。钢锭大小取决于很多因素,如炼钢炉容量,初轧机开坯能力,钢材尺寸和钢种特性等。



由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。
铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,极易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃砂型。

专业修补剂表面处理:除去铸钢件表面松动物质,采用喷砂、电砂轮、钢丝刷或粗砂纸等方式打磨,提高修复表面的粗糙度,使用丙酮清洗剂擦拭,以清洁接着表面。
专业修补剂涂胶:修补剂是由A、B双组份组成,使用时严格按规定的配合比将主剂A和固化剂B充分混合至颜色均匀一致,并在规定的可使用时间内用完,剩余的胶不可再用。
专业修补剂将混合好的修补剂涂抹在经处理过的基体表面,涂抹时应用力均匀,反复按压,保证材料与铸钢件的基体表面充分接触,以达到更佳的效果。需多层涂胶时,需对原涂胶表面进行处理后再涂抹。
专业修补剂在低于气温25℃时可适当延长固化时间,当气温低于15℃时,采用适当的热源进行加热(红外线、电炉等),但加热时不可以直接接触铸钢件的修补部位,正确操作是热源离修补表面40cm以上,60~80℃保持2~3小时。


铸钢件要比普通的锻件和焊接件的成形尺寸要精确。
铸钢件的生产成本低、经济性很好,杜宇能源、材料的消耗是其他的金属成形工艺所不及的。铸钢件的生产方式灵活,可以批量的组织机械化生产,还可以利用废旧金属材料以及再生资源。精密铸件、铸钢件、碳结钢、合金钢等都是应用广泛的铸钢系列产品,其中铸钢件是现在具有良好市场前景的工业产品,而且使用量越来越大。 但是由于铸钢生产工艺的限制,在铸钢件的生产中,为了获得目标产品,不可避免的要进行焊接在,因此,铸钢件的焊接工艺也是铸钢生产过程中的 一个重点。
从定义上来说,铸钢件就是将钢熔炼之后浇入特定的铸型后冷却凝固后形成的部件,一般分为普通碳钢、低合金钢、高合金钢等。铸钢件的焊接 常用的是补焊、堆焊,但是无论是低碳、中碳、高碳,或是壁厚均匀度的铸钢件,以及焊接电流等因素都会造成焊接裂纹产生。
铸钢件的铸造方法非常具有独创性。



新物通物资有限公司设备精良,以专业化生产保证 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、科技的积累;
稳定源于我们对 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、质量的坚定;
卓越源于我们对 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、细节的执着;
形象源于我们对 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、服务的认真!


真空除氧钢(真空除气钢)
藉由真空处理不需添加任何除氧元素,使钢液得到充份的除氧效果且钢中不生成非金属介在物。处理过程是先增加钢中的碳含量,然后将钢液经真空浇铸,此时碳与氧将反应生成一氧化碳而使钢液中的碳与氧逐渐降至规定的水准。由于过程中未添加会生成固态氧化物的除氧元素,钢质非常干净。
除此之外,因浇铸前钢液中含氧量的不同,钢锭分为镇静钢、沸腾钢和半镇静钢三种基本类型。
镇静钢
又称全脱氧钢,是凝固过程中钢液内氧含量低到不会与钢中碳反应生成一氧化碳气泡的钢。铸前钢液须经充分脱氧,如用硅和铝脱氧,钢中硅含量在0.3%左右,铝含量在(0.02~0.06%)。镇静钢锭均有缩孔,必须用带保温帽的锭模浇铸。轧制后经过切头,钢锭成坯率为85~89%。要求成分均匀、组织致密的钢材采用这种钢锭。







 扫一扫
扫一扫